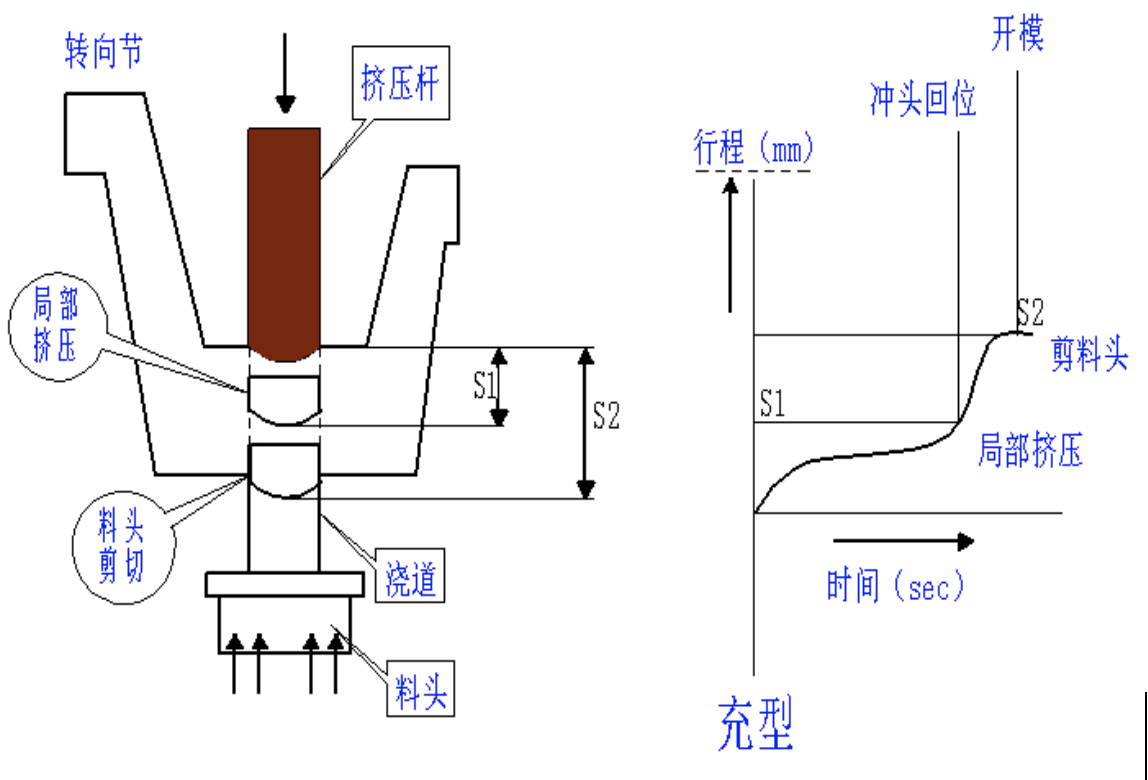
又称挤压铸造,日本也叫熔汤锻造。其原理是对进入型腔内的液态或半固态金属施加较大的机械压力(约100MPa),使其成型凝固,获得铸件的一种方法。充型和凝固是液态模锻工艺中两个重要的环节,低速充型和快速高压补缩凝固是液态模锻工艺的典型特点。此工艺是介于模锻和铸造之间,铸锻结合的工艺。
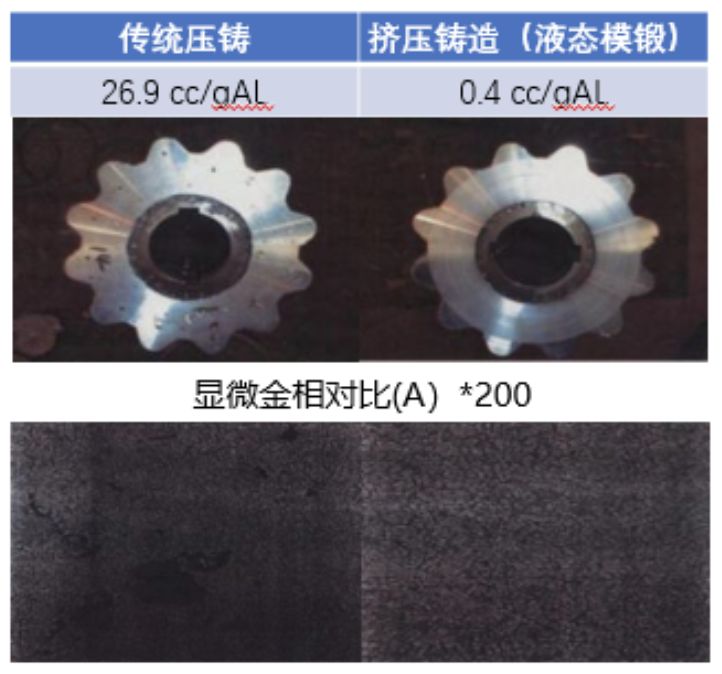
由于高压凝固及塑性变形同时存在,铸件组织致密,无气孔、疏松等缺陷,晶粒细化,可进行T6热处理,其力学性能明显高于其他铸造工艺,接近同种合金的锻件水平,在成本与性能方面取得了良好平衡,是实现轻量化的优良工艺。
大范围单(多)向挤压是内部组织致密保证
极低含气量是实现T6热处理的保证
具备优良的成型性与可靠性,实现“轻量”与“质量”的完美统一



 研发能力
研发能力

 工艺介绍
工艺介绍

 智能产线
智能产线

 研发资源
研发资源